プレスブレーキは最大20mmの金属板を曲げ加工する機械です。V字型やU字型の金型とパンチで構成されています。曲げる金属板をダイに置き、必要な曲げ角度までパンチでプレスします。
プレスブレーキは、自動車や航空宇宙などの多くの分野のボイラー製造および生産工場で使用されています。

プレスブレーキは最大20mmの金属板を曲げ加工する機械です。V字型やU字型の金型とパンチで構成されています。曲げる金属板をダイに置き、必要な曲げ角度までパンチでプレスします。
プレスブレーキは、自動車や航空宇宙などの多くの分野のボイラー製造および生産工場で使用されています。
プレスブレーキを選択する前に、まず曲げたい金属の種類(ステンレス鋼、軟鋼キャリバー16…)などを知る必要があります。
次に板金素材の曲率を計算する時に必要な引張強度、金属の厚さと長さ、プレスの曲げ長さ、V幅、内側の半径などを調べる必要があります。さらに必要トン数を計算する必要があります。トン数はプレスの曲げ力で、曲げ加工中に加えることができる圧力の量を決定します。トン数が高いと厚くて硬い金属を曲げることができ、トン数が低い場合は薄い金属に適しています。
注意する点は、不適切なトン数(低すぎる、また高すぎる)は、プレスや部品を損傷する可能性があるということです。 プレスのトン数を計算するには、プレスの使い方マニュアルまた以下のような表を参照してください。

AMADAのプレスブレーキ
主に以下のような3種類のプレスブレーキが存在します:
油圧シリンダーでパンチが動きます。電動プレスブレーキよりも強力で、曲げ力が強いです(最大8mの曲げ長さ、最大1200トン)。曲げていなくてもプレスは継続的に機能するため電気代が発生します。また大規模で定期的なメンテナンスが必要です。主に安価で簡単な折り畳みに適しています。

Euromac電動プレスブレ-キ
油圧シリンダーの代わりにサーボモーターが装備されているため生産性が向上します。プレスが素材を曲げる時のみにエネルギーを消費します。メンテナンスの回数は少なく、柔軟性が高いです。 油圧プレスよりも値段が高いですが、運用コストは下がります。

SafanDarleyのハイブリッドプレスブレ-キ
電気モーターを備えた油圧プレスブレーキで、電気モーターのおかげで油圧システムの使用が削減されます。電動プレスブレーキと油圧プレスブレーキの利点を兼ね備えています。
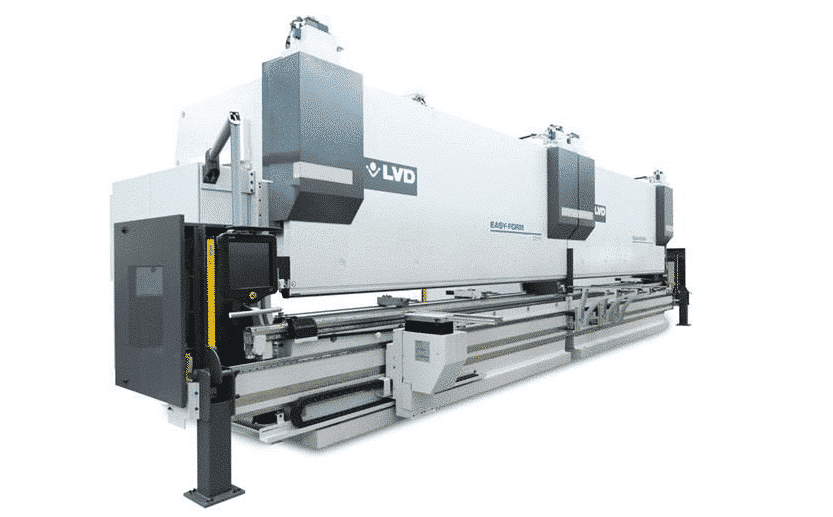
LVDのタンデムプレスブレーキ

AMADAのロボットプレスブレーキ
主にパーシャルベンディングとボトミングに分かれます。
どんな時にパーシャルベンディングを使うか?
パンチの先端とV形状の溝がある金型が金属板を曲げます。しかしスプリングバックが起こるため、パンチを引き抜くと金属板はゴムのように元の形に戻ります。
したがって金属板の戻りに応じて曲げ角度を調整する必要があります。 例えば90°の曲げ角度では85°の角度となり、
またこの計算には鋼板の厚さ、曲げの長さ、V字の開口部なども考慮されます。
このタイプの曲げ加工は、強度を必要とする打撃タイプの曲げ加工とは異なり、能力が低下した機械に適しているため、板金製造で最も使用されています。
どんな時にボトミングを使うか ?
底押しと言われる曲げ加工で金属板を強い力で曲げます(パーシャルベンディングよりも3倍〜5倍強い)。そのためパーシャルベンディングと比べスプリングバックが起こりにくくなります。 V形状の溝がある金型の底部に冷間鍛造を行います。
角度精度が高く、
厚さが2mmを超える金属板に適しています。

LVDの電動プレスブレーキ
プレスブレーキを選択する際に考慮すべきその他の点があります:

 (1 votes, average: 1.00 out of 5)
(1 votes, average: 1.00 out of 5)